
彈簧製程
彈簧之製造加工過程
壓縮螺旋彈簧之加工工程

拉伸螺旋彈簧之加工工程

扭轉螺旋彈簧之加工工程
(1)扭轉機+末端加工(手加工)
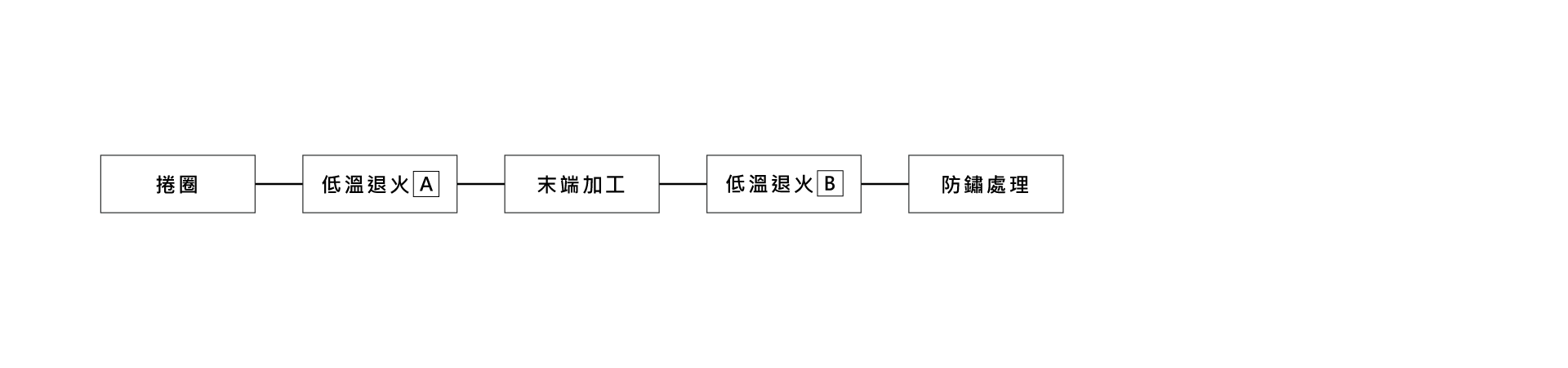
(2)萬能扭轉機

備註:低溫退火B 之溫度要比 低溫退火A 低30℃,時間少分鐘。
彈簧熱處理溫度表
| 品名 | 靜態使用之彈簧 | 耐疲勞要求之彈簧 | |||
| 熱處理溫度 | 時間(分) | 熱處理溫度 | 時間(分) | ||
|
硬鋼線 鋼琴線 |
SW SWP |
200~250 | 15~20 | 靜態 200~250 | 20~30 |
| 動態 300~350 | 20~30 | ||||
| 油回火碳鋼線 | SWO | 200~350 | 15~20 | 300~350 | 20~30 |
| 閥用油回火矽鉻鋼線 | SWOSC-V | 300~450 | 15~20 | 400~450 | 20~30 |
| 閥用油回火矽釩鋼線 | SWOCV-V | 230~400 | 15~20 | 300~400 | 20~30 |
| 彈簧用不銹鋼線 | SUS 304 | 250~400 | 15~20 | 350~400 | 20~30 |
| 析出硬化行不鏽鋼線 | SUS 631J1 | 470±10 | 60 | 470±10 | 60 |
鋼線之回火顏色與溫度
| 回火顏色 | 概略溫度(°C) |
|
淡黃色 |
200 |